


电力铁塔热浸镀锌要求,一组数据带你详细了解
1.铁塔的所有零部件均采用热浸镀锌防腐(井筒在条件允许的情况下,应采用热镀锌防腐)。
2.用于热浸镀锌的锌浴主要应由熔融锌液构成。熔融锌中的杂质总含量(铁、锡除外)不应超过总质量的1.5%,所指杂质见GB/T470的规定。
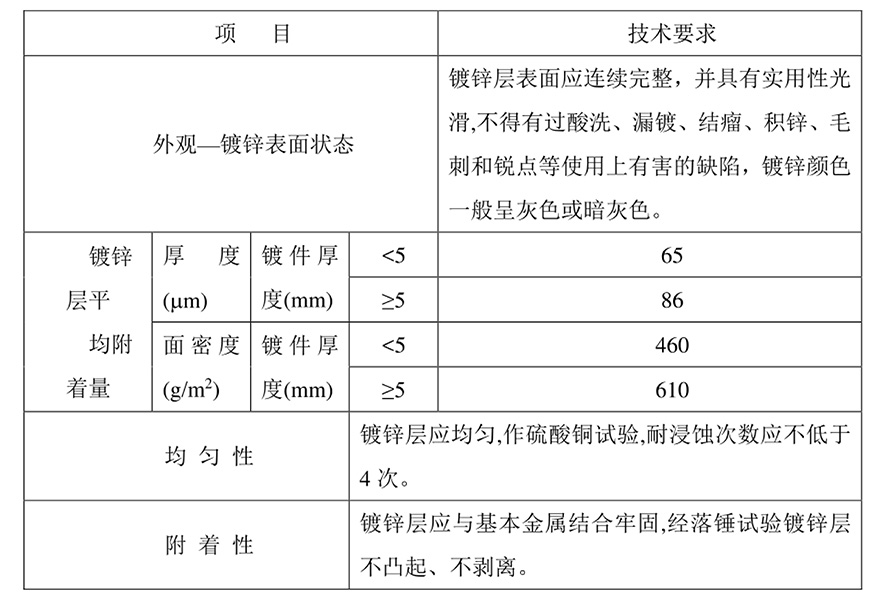
3.热浸镀锌要求按下表规定:
(1)外观一镀锌表面状态:镀锌层表面应连续完整,并具有实用性光滑,不得有过酸洗、漏镀、结瘤、积锌、毛刺和锐点等使用上有害的缺陷,镀锌颜色一般呈灰色或暗灰色。
(2)镀锌层平均附着量
65
镀件厚度(mm)
<5
镀锌层平均附着量(um)
镀件厚度(mm)
≥5
镀锌层平均附着量(um)
86
面密度(g/m2)
<5
镀锌层平均附着量(um)
460
面密度(g/m2)
≥5
镀锌层平均附着量(um)
610
(3)均匀性:镀锌层应均匀,作硫酸铜试验,耐浸蚀次数应不低于4次。
(4)附着性:镀锌层应与基本金属结合牢固,经落锤试验镀锌层不凸起、不剥离。
镀锌层平均附着量即厚度和面密度,通常以金属涂镀层测厚仪直接测量锌层厚度。镀锌层的钝化要求及其方法应按供需双方协议。
修复:修复的总漏镀面积不应超过每个镀件总表面积的0.5%,每个修复镀锌面不应超过10个cm²,若漏镀面积较大,这些制件应返镀。修复的方法可以采用热喷涂锌或者涂富锌涂层进行修复,修复层的厚度应比镀锌层要求的最小厚度厚30um以上。














 扫一扫专业客服解答
扫一扫专业客服解答